Latency is a noun referring to something “inactive, dormant, or lying in wait” as defined by Vocabulary.com. This is why I used the term as the generic reference for what can happen when a printhead nozzle is not jetting something. Typical to inkjet, there are lots of other related terms you might hear, like de-cap time or open time but these are a little more specific about what they are describing.
This article is the first of a series covering individual print head properties and how they are tested. To start off, we are going to look at latency effects, how they show themselves in different printers and the ways in which they can be managed.
To Jet or not to Jet, that is the issue!
Inkjet nozzles like to be working, it is literally what they are for. When the printing job is finished in a multi-pass printer, or when the image sizes changes in a single pass print run, thing can go awry if the side effects of not jetting are not considered. What really matters is what happens the next time a drop is needed, and the time in-between the last request and the next one. The image below shows a simple example of trying to jet water after a very short break versus jetting of a mixture of water and polyethylene glycol, the viscosity of which can be increased by water loss.
The images were recorded using software automation on the Jetxpert from Imagexpert Inc and the position down the page is linked to the droplet speed, as is the spacing between the two strobed droplets in each slice of the “stitched” image. When there is a mixture, it takes less than 1 second for something undesirable to occur, at least at the relatively modest print frequency being tested.
[caption id="attachment_7087" align="aligncenter" width="546"]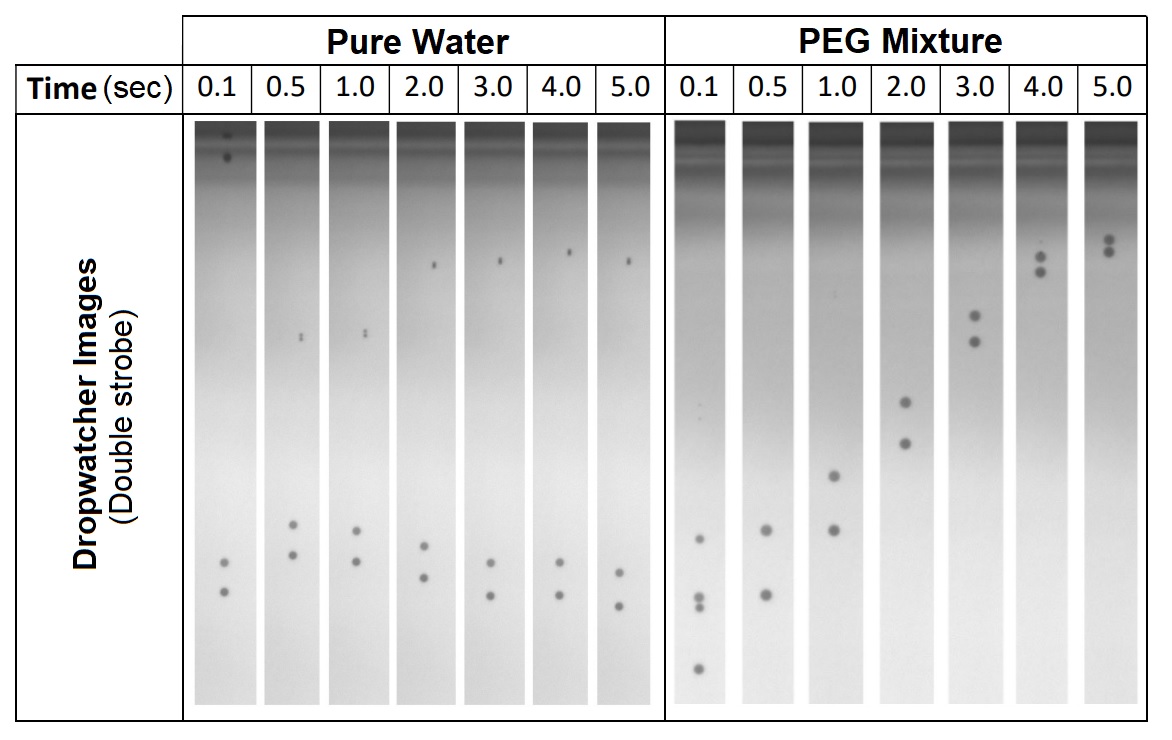 An example of jetted drops of water versus water/PEG mixture after different times without firing.[/caption]
An example of jetted drops of water versus water/PEG mixture after different times without firing.[/caption]
The difference arises from the fact that the nozzle is the place in an inkjet machine where the ink meets the outside world, and thus becomes sensitive to the nature of the environment, the humidity, temperature and, in some cases, the airflow nearby.
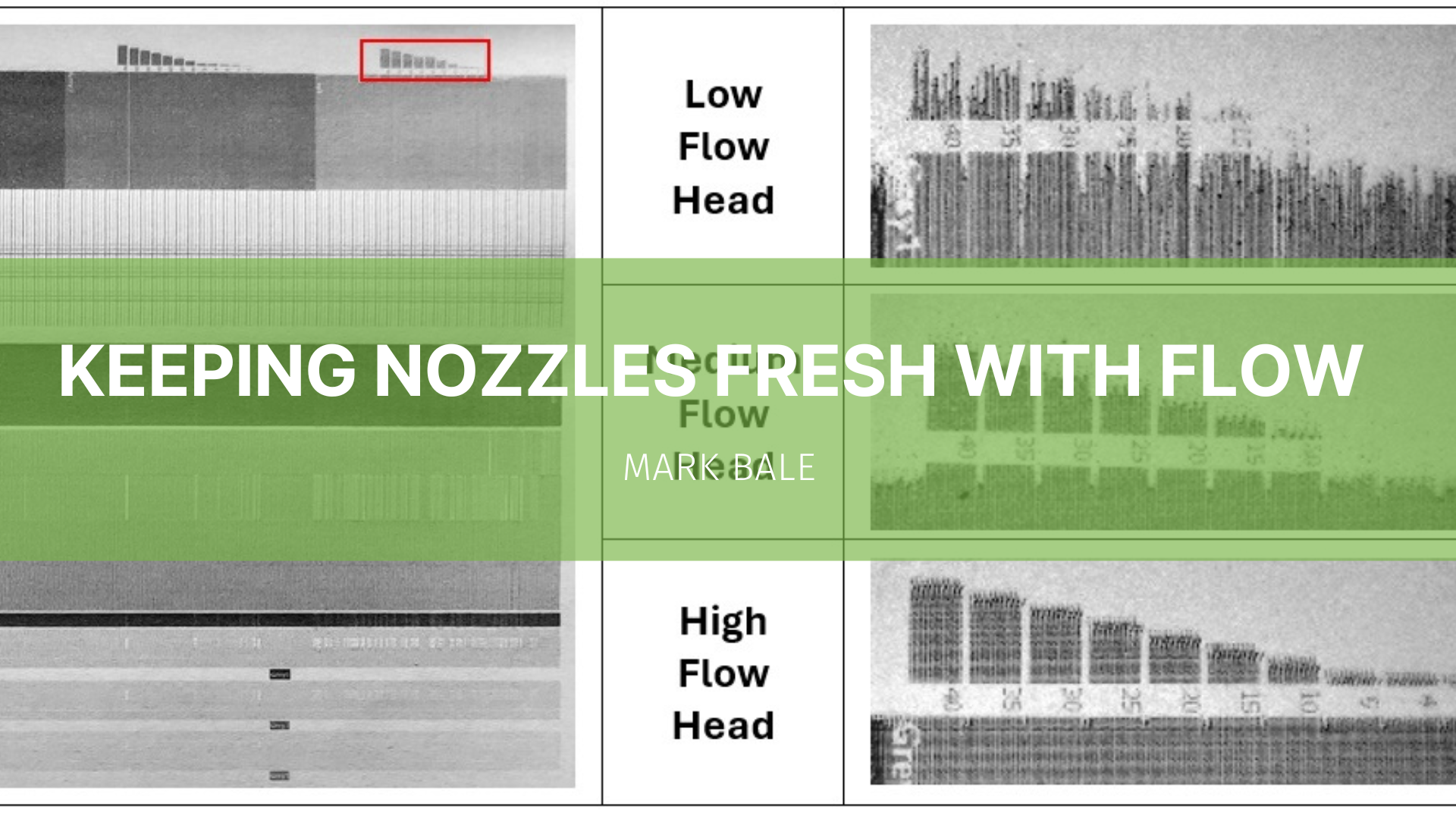
When looking across a larger set of nozzles, the effect can be dependent on the print head geometry, the variation between nozzles, the droplet size and most critically the ink chemistry itself in addition to the external factors previously mentioned.
[caption id="attachment_7086" align="aligncenter" width="539"]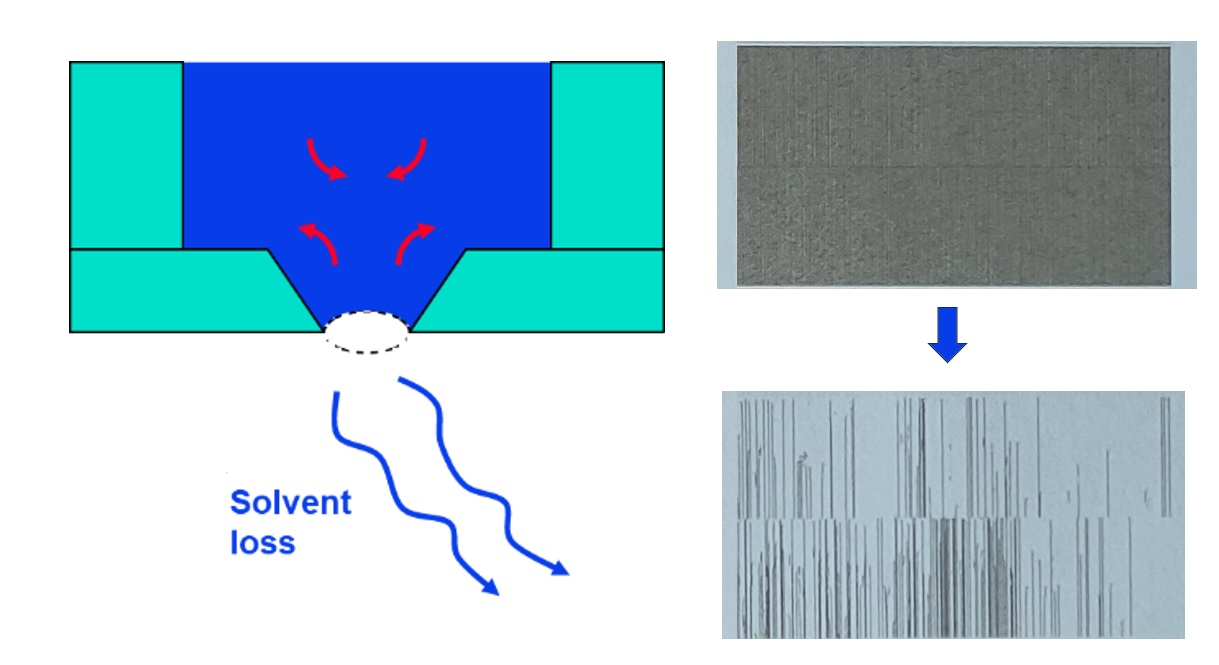 Nozzle schematic highlighting the effects of evaporation (left) and a real 3hour latency test result (right)[/caption]
Nozzle schematic highlighting the effects of evaporation (left) and a real 3hour latency test result (right)[/caption]
The example above is cropped from prints done with a water-based ink in a Kyocera KJ4 printhead and compare an initial print to one done 3 hours later. This head does not have recirculation so any evaporation from the nozzle can result in changes in the physical property in the nozzle region that are difficult to avoid. The “open time” is related to how long the head/ink can be left and the print still look OK. In our example it is much less than 3 hours, and more like 30 minutes.
Chemistry Matters
Latency is not a water-only issue though: latency effects occur also quite severely in solvent inks, depending on the boiling point, and even ink UV-curable formulations too. Our last picture, below, shows two magenta UV inks tested in the same printhead. The tops of each of the images are printed first and the “staircase” pattern in intended to help count the number of missing pixels. The second staircase gives a reference to the ideal appearance of the first. Ink2 has very poor “open time” of <5minutes compared to Ink1, which is ok for ~2 hours or more.
[caption id="attachment_7085" align="aligncenter" width="417"]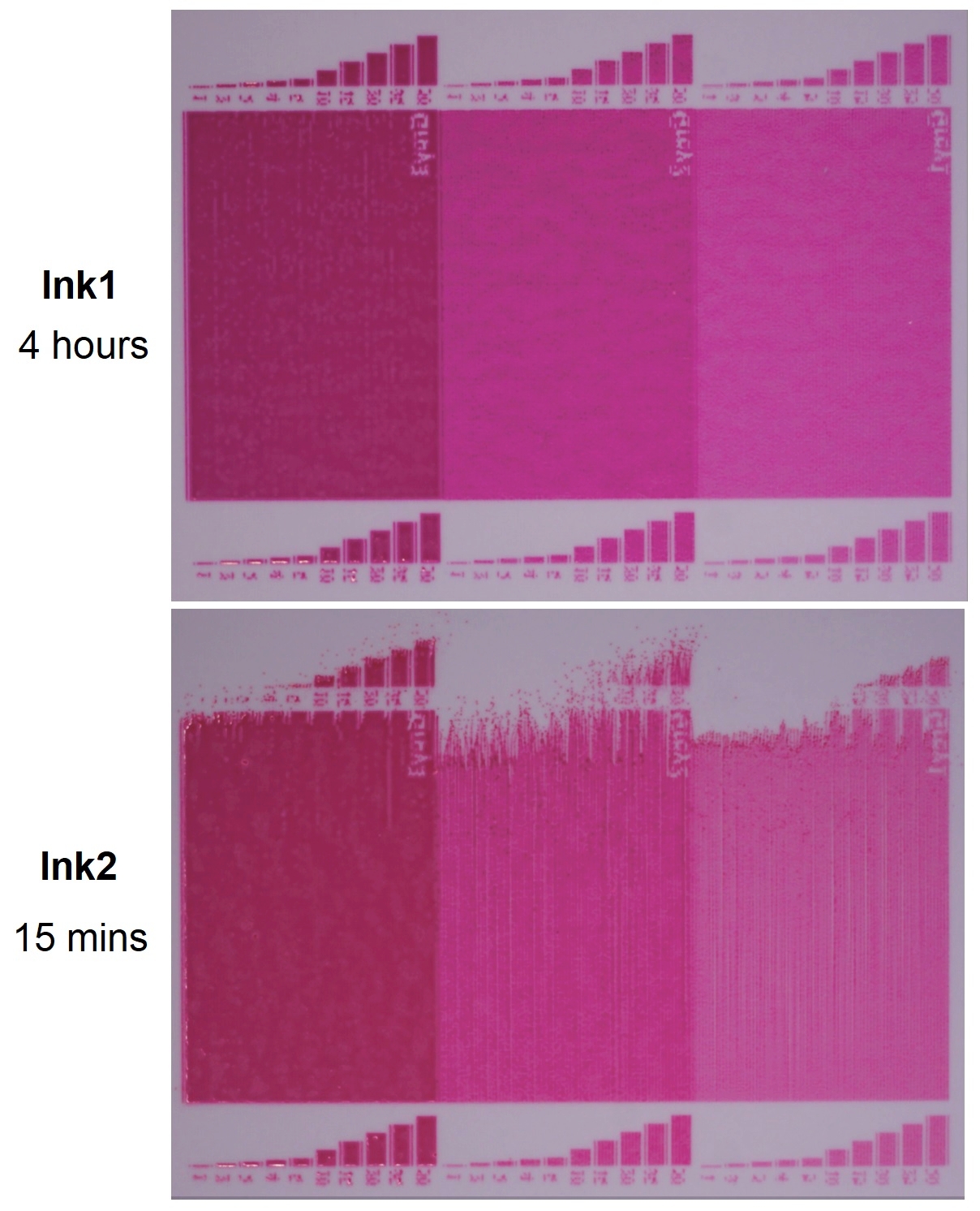 Two UV inks on the same head can show very latency different performance.[/caption]
Two UV inks on the same head can show very latency different performance.[/caption]
Techniques to on manage latency effects have been made more common by the move to water-based inks in industrial applications. For these applications, achieving fast drying on less absorbing substrates competes with fast drying in the nozzle. When the printer is idle then head capping stations can be used to stop the ink drying out, but things are bit more complex for nozzles that are not used during print runs.
We shall be looking at the benefits of ink recirculation and what can be achieved by so-called “tickle” pulsing and “spitting” in more detail in upcoming articles. If you’ve got any other requests related to a specific printhead topic, please let us know.