The global market for digital printed packaging and labels is worth $4.8 billion globally in 2011, according to new research by SmithersPira.
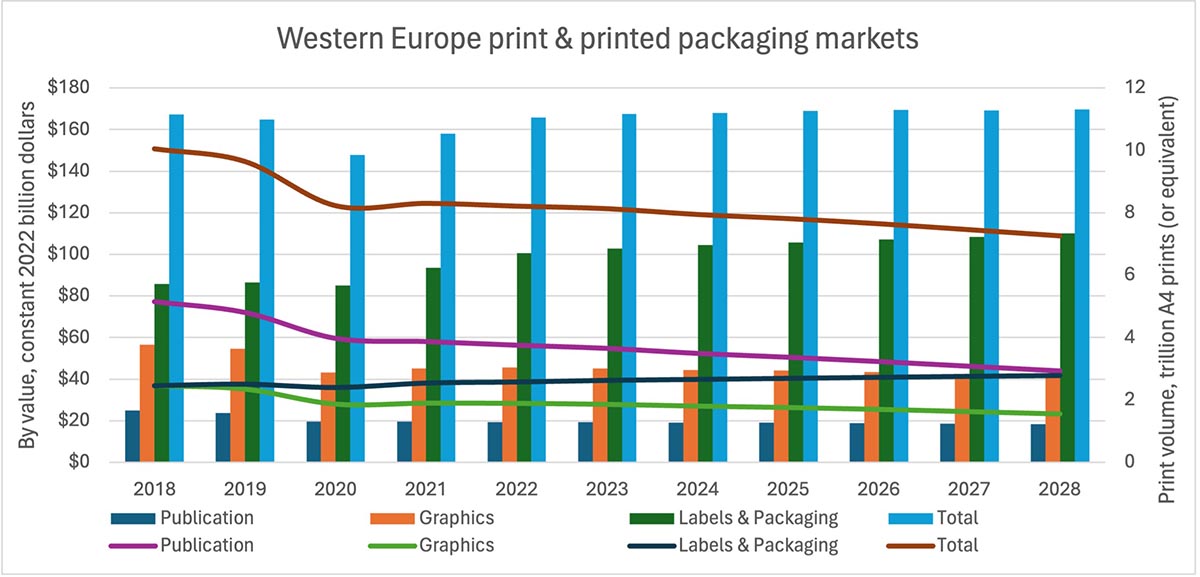
Our study – The Future of Digital Printing for Packaging http://www.smitherspira.com/future-of-digital-printing-for-packaging-to-2016.aspx – shows the market is growing quickly; by 2016 it will be worth nearly $12.2 billion, a compound annual growth rate (CAGR) of 20.6% during 2011–16. This equates to 37 billion A4 prints in 2011 and 75.9 billion in 2016. The growth is driven by the changing demands of packaging buyers – more varieties and pack sizes is fragmenting the market, leading to shorter runs that digital technology can produce economically. Digital printing and finishing technology manufacturers are improving the performance of their equipment in terms of speed, quality and reliability, and these improvements are moving the economic breakeven point of digital ever higher against conventional printing. The latest HP Indigo and Xeikon narrow-web presses claim to be more cost effective than flexo up to runs of some 7,000 linear metres; this cut-off represents an ever growing proportion of the market as runs decline. The new B2 sheetfed inkjet and toner engines will be aimed at cartons, for example the Fujifilm JetPress F offering a novel water based UV ink that will significantly push the achievable quality level.
By 2016, digital printing for packaging will be worth nearly $12.2 billion, according to Smithers Pira
Labels have the greatest penetration, followed by corrugated with small amounts of cartons, flexible packaging, metals and rigid plastics. Digital has limited penetration in the wider $300 billion packaging market, with just 1.59% of the value and 0.63% of the print volume in 2011. This will grow, but in 2016 it is expected to be still just over 1% of printed packaging volume.
North America is the largest regional user of digital packaging in 2011, with Asia a close second. We forecast growth across all regions with developing countries taking up the technology from a low base. Turkey, China, India and Brazil will have CAGRs in excess of 30% during 2011–16. Today electrophotography in high value label applications dominates the digital packaging market. We forecast inkjet will catch up in both volume and value terms by the end of 2016.
Inkjet versus electrophotography
Inkjet is catching electrophotography, which has a lead in the established digital label sector. There is a significant use of digital production in the label sector, flatbed inkjet printed corrugated with cartons, flexibles and metal packaging being just a few applications. At a pre-drupa event in HP’s Caesarea headquarters and R&D centre, Santi Morera the VP and General Manager of large format printing for HP said that high performance inkjet had largely replaced screen in visual communications and was now firmly aiming at packaging
The benefits of digital production methods are well established and understood in commercial print but not all are applicable to packaging and labels, hence the low level of take-up to date. Making short runs economic, proven consistent high quality, print on-demand ordering, personalisation capability, and the connection of print engines to dedicated finishing equipment to provide easy to use systems will boost adoption in the face of increasing demands from packaging specifiers and buyers.
Many larger packaging converters are reluctant to adopt digital methods of production. Reasons include: the cost of equipment and consumables; format and productivity of digital presses compared with conventional processes; the finishing requirements; and specific functional properties of packs.
Brand owners and retailers are continually trying to improve supply chains by reducing cost and speeding up response times. All brands are exploring new ways to engage with consumers. There is considerable legislation to provide more information to consumers, while track and trace and the provision of Braille capability is on the horizon in Europe and the US. Packaging supply chain optimisation – getting items in front of the consumer to make a purchase decision at the lowest cost – is ongoing. Digital production methods can increase flexibility. For example, the adoption of late stage customisation to apply branding and market specific information to a generic pack or label is growing in pharmaceutical packaging and will be more widely adopted. This opens the way for more manufacturers to print packaging at point of use, avoiding the costs and inflexibility of having to carry stocks.
Instead of completing and stocking batches of product for subsequent order, many pharmaceutical suppliers are producing larger quantities of generic products, then customising the packs for a particular application or product. In Europe this is becoming quite common, with blister packs, cartons or vials being digitally printed in the destination language on bespoke lines. The benefit is reduced stock in the supply chain, with potential for redundancy and waste as well as reducing the working capital tied up in stock. In the past couple of years many sectors have reduced their stock holdings. Inkjet technology is increasingly being added onto existing packaging lines, replacing slow and limited thermal transfer systems to provide better quality and flexibility.
Digital printing can be useful in brand protection, with clear and UV fluorescent toners and inks providing covert and overt security features. Variable data capability can provide unique text and code identifiers resulting in pack traceability across the whole supply chain to point of use.
New market study
The Future of Digital Printing for Packaging to 2016 provides quantitative market sizes and forecasts based on extensive primary research. The study is available now for £3,750. For more information, please contact Stephen Hill at +44 (0) 1372 802025, or via e-mail on [email protected] or www.smitherspira.com