Often we are focused on the color and image quality that inkjet presses can produce, but this time we look at something clearly different. Building somewhat on the previous explorations of coatings and, more recently, Print-to-shape, in this article we look at the many different uses of transparent inkjet inks & coatings, typically referred to as varnish, including coating, texturizing, and “layer building.”
Varnishes in UV Graphics
The first clear inkjet ink I worked on was for wide-format graphics using UV-curing, where the non-pigmented layer could be used to highlight areas of a graphics print with a post-coating of clear ink, usually to provide a “spot” vanish effect. Typically, this was achieved in multi-pass by changing the approach to curing and the droplet size can be small in order to retain the print quality to match the graphics content.
[caption id="attachment_5959" align="aligncenter" width="541"] Fig1: Spot varnish and in wide-format graphics has been around for 15+ years.[/caption]
Fig1: Spot varnish and in wide-format graphics has been around for 15+ years.[/caption]
With the up-take in UV-LED cure systems, “controlled curing” became easier to implement in graphics printing to enable the development of matte/gloss effects, including with the clear inks.
In the UK, an early adopter was Autobond Ltd, who had an established business making laminating machines for the book printing market. Autobond identified an opportunity for combining the single-pass Xaar heads used in ceramics and labels with the ease of implementation of the scalable UV-LED technology. The thicker layer that naturally results from inkjet, often scorned by critics in the label market, was turned into a selling point. By using larger droplet volume heads in greyscale it removed the need for embossing of the cover to create relief and combining it with the spot varnish effect often used over the book title. This opened the market for inkjet decoration of all different types of pre-printed sheets made by offset-litho which has since become well-known through suppliers like Scodix and MGI.
It was not long before folks began to think about how you could print more layers to increase the appeal of the print, or even to print braille. (Actually, the use of Braille for inkjet goes back a long way if you look at patents e.g. US6402403B1). Let’s look at what else we can do with more layers.
The move to 2.5D
When we make a print by building the layer thickness, there is regime between the 2D decoration and 3D parts manufacturing that we call “2.5”. In this area, effects like braille are intended to be perceptible by their feel, what is commonly known as relief or “haptic” printing.
You have the choice of doing single-pass printing by maximizing the drop volume, or doing multi-pass and building up the layer. The differences are shown schematically below. In traditional, multi-pass (left) the whole process takes more than one printhead pass to form each “layer” and is often used printing both ways to increase speed. When using a single-pass printing process (middle), each layer is deposited completely per pass. The final way is to use a hybrid approach, where a special inkjet fluid (pink) is deposited into a varnish layer formed using an roller coating method (yellow). This “reactive” printing is similar the method used in ceramic tile decoration but is subject to some intellectual property limitations when used in different decorative applications, like wood printing.
[caption id="attachment_5954" align="aligncenter" width="642"]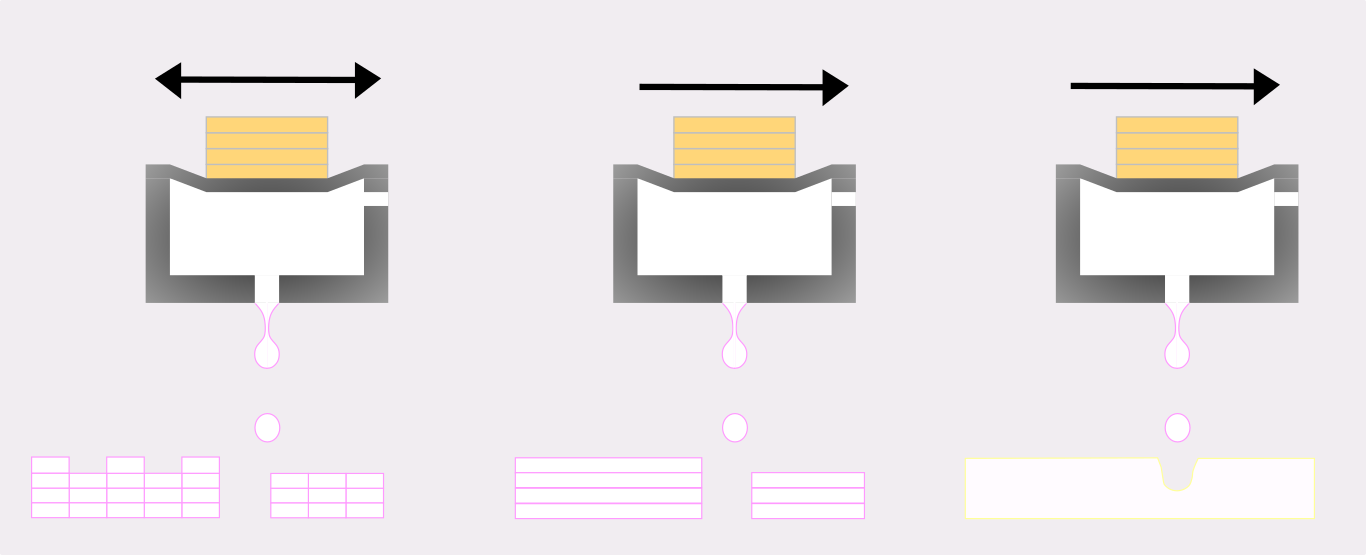
Fig 2: Schemes for printing haptic layers using inkjet[/caption]
In graphics, one of the high-impact applications of such printing has been the production of lenticular structures over the top of the color graphics in order to impart a holographic effect. This is normally done with a laminated structured film, but inkjet allow it to be put wherever required in the design.
In the glass printing market, they have been demonstrating the second method, since when combined with higher droplet volume the build speed can be made fast enough to be a realistic option for true “production”. compare to one-off marketing samples. A good example is the printer from Koenig & Bauer Kamman, which uses fluids from Marabu.
To demonstrate this kind of output, without the complication of process color, we made some prints in the lab using the Seiko RC1536-L head, which was used produce droplets up to 150pL. Just for fun, we chose to print some glasses with a couple of festive graphics commensurate with the November/December timing of writing this article.
[caption id="attachment_5958" align="aligncenter" width="659"] Fig 3: Seasonal glass prints example made in the DoDxAct lab.[/caption]
Fig 3: Seasonal glass prints example made in the DoDxAct lab.[/caption]
The success of the “build” has a lot in common with the 3D part printers that use direct layering with UV, like Polyjet™, although in the direct-to-bottle application it is not possible to planarize the sample each time to create the based for the next print, so careful control of cure and chemistry is required to build a good profile.
The photo below, again from my lab, shows the result with 5x print using two different fluids in the context of the larger demonstration pattern shown. The effect of ink property can best be seen in the resolution (or lack of resolution) of the letter “R” in what were otherwise very similar print conditions in terms of volume/layer and curing.
[caption id="attachment_5957" align="aligncenter" width="708"] Fig4: The ability to build layer completely non-contact is ink and process dependent[/caption]
Fig4: The ability to build layer completely non-contact is ink and process dependent[/caption]
Actually, it was identified very early on in some patent disclosures how the inclusion of more polymeric content would be useful for increasing the haptic effect of printing with inkjet (e.g. JP3480813B2). However, it has taken a while for head technology capable of the required resolution and able to deposit fluid with the necessary viscosity to come to market.
The inks used in the photos above, from Marabu, Zeller & Gmelin & Mankiewicz, vary from 8-40cP at printing temperature. The Marashape™ high-build varnish product is especially high compared to most head specifications (10-20cP), which is why is it combined in the Kamman printer with the Xaar proprietary High-Laydown™ technology used in different forms of functional printing.
Summary
3D printing is still seen as a slow process compared to many of the production methods using inkjet but the middle-ground of 2.5D “haptic” is beginning to have a big impact in different sectors, like decorative surfaces and glass printing. As ever in inkjet the best results come from combining print heads capable of handling more functional coatings and the clever use of waveform to deposit them and the correct materials selection to meet the application need. We hope we’ve given a little Inkjet Insight to provide clarity into what powers inkjet varnish applications. Next time we’ll talk a bit more about different inkjet methods for depositing functional coatings.