Editor’s Note: This article was not sponsored by the press manufacturer. Data shared was independently gathered as part of a customer review by the author.
Inkjet has migrated slowly into the packaging market. The migration is not being held back by the technology, but simply by the inclination of the market. The packaging industry is not quite ready for inkjet.
In this article I provide background on market perception of color capabilities, how color is managed and other key production requirements in the packaging sector. I will also share my experience evaluating the capabilities of the Koenig & Bauer Rotajet L with respect to those requirements on behalf of a European customer in the folding carton business.
Top Drivers in the Folding Carton Market
In the packaging world, color requirements are usually discussed in terms of “brand targets.” While brands have an overall look and feel to their package designs, the most critical part is often color consistency. Both pre and post-print packaging markets require a massive amount of large, solid, spot color with the expectation of very low Delta E (dE) variation from the target color.
Since inkjet most often uses 4 process inks to produce all colors, it can be challenging to hit some brand colors in a uniform way. That’s why most folding carton packaging uses flexo presses which more than four channels and, sometimes, the ability to manage custom colors.
Adding a custom color to an inkjet press is a very expensive way to hit color targets. Unlike flexo, inkjet demand colors require a dedicated bank of heads. The colors special chemistry are expensive to create and time consuming and costly to switch out when supporting multiple brand colors. This approach is out of reach for most packaging printers and converters, although it may be suitable when the inkjet press is dedicated to a specific brand.
The Judges of Quality
Big brands often hire outside brand management companies to control the color consistency of traditionally (non-digitally) printed materials. Even with this oversight, production with variations in color and print quality often occurs. The processes they know may not be perfect, but they are the processes they are comfortable with. Inkjet is sometimes being held to an unfair standard that other processes don’t actually have to meet in practice.
To be accepted, inkjet must demonstrate that it can meet the print quality demands of the market as well as market requirements for cost and post processing compatibility, such as food safety, rub resistance, low odor, and cracking resistance. They may have to exceed targets in order to even be considered.
Think of brand management companies as night club bouncers controlling who is accepted or denied through the door of the printing club for major brands. Unlike flexo or litho-lamination processes and the companies who use them, inkjet is still new to packaging and needs to get past the door to gain access to the brands who will benefit the most from inkjet. For now, inkjet needs a friend to get through the door. That means that for now, inkjet will not replace other processes used in packaging, but will compliment them – going through the door together.
Sometimes It’s Who You Know
Having a well-recognized name makes it a lot easier to move across markets. I had the opportunity to visit Koenig & Bauer in Wuerzburg, Germany and learn about their long history while researching inkjet packaging options for a folding carton customer. Koenig actually made 'The Times' of London the first newspaper in history to be printed on a double cylinder, steam-driven press back in 1814. An example of the press as well as many other historic presses are proudly displayed in their lobby.
[caption id="attachment_5761" align="aligncenter" width="225"] Koenig and Bauer lobby
Koenig and Bauer lobby1814 Würzburg- Koenig's cylinder printing press[/caption] Over the next 200 years, Koenig & Bauer advanced from the development of steam driven presses to letterpress, sheet and webfed, gravure, offset flexo and finally inkjet presses. In 2015, Koenig & Bauer partnered with HP Inc. on the development of the HP T1100 inkjet packaging printer. One year later, Koenig & Bauer developed the RotaJET VL targeting inkjet decor printing. This development was the catalyst which led to the RotaJET being launched for inkjet folding carton packaging segment. A well-known brand and experience with multiple print processes adds credibility when introducing inkjet to a skeptical market. [caption id="attachment_5763" align="aligncenter" width="304"]
 RotoJet L Packaging Single-pass, Web-fed Inkjet press used for testing[/caption]
RotoJet L Packaging Single-pass, Web-fed Inkjet press used for testing[/caption]
Getting Inkjet Past the Bouncer
While the RotaJETL is a first-of-its-kind inkjet-flexo combination for folding carton, the focus of my visit was to test the inkjet components. From a cynical buyer perspective, the flexo capabilities are what may get it past the bouncer. The RotaJET L includes optional quick change flexo print stations and addresses brand managements issues with spot color reproduction, makes job changes quick and easy, and enables shorter runs and personalized packaging.
The L Series has a modular design with web widths ranging from 2.5 to 4.5ft and speeds from 439 to 885fpm. It supports up to 4-flexo print stations and there are options for primer, post coating, die-cutting and drying. Media compatibility is expanded by integrating low energy NiR dryers which avoid overheating and stressing the substrate. This enables media options ranging from uncoated to coated and some polyester materials.
Let’s take a look at some of the key features of the press.
- Printing upon ramp up, the web is guided, and jetting is applied at the peak of a central cylinder providing a precision web surface for jetting and delivering accurate color to color registration.
- Media stability is controlled by eight points of tension through the press.
- Polymer inks are jetted at 1200x1200 dpi (½ speed) and 1200x600 dpi (full speed) utilizing two-bit, three-drop size, gray level piezo print heads.
- The heads produce highlight drops as small as 2.5pl hiding the potential graininess.
- During ramp down, print is still produced as the speed slows and the print run is finishing to reduce the amount of paper waste while increasing the efficiency of finishing equipment.
- Color to color registration, stitching and banding compensation is fully automatic by the operator and saved to system paper settings.
- Stainless steel cylinders are available for food regulation if required. (This was not installed on the press I tested.)
All of this sounds great, but the press actually has to deliver the quality and productivity the market demands. That’s why we test. To test the RotaJet process, I focused on the biggest elements brands face in inkjet print; expanded gamut and uniformity. To create a fair test, I looked at a color density and uniformity across a broad range of media, including thickness of 300gsm for coated and a 75gsm uncoated web media, and using both primer and post coat for full fluid laydown to stress drying capabilities.
Pushing the Color Potential and Controlling Costs
RotaJet’s ink chemistry provides quite an expansive color gamut even without adding flexo stations. The goal of my testing was to see what color targets we could hit with just the inkjet components of the press.
Using the ColorGate 22 Production Server color management process, I created inkjet profiles that cut back the top end density in addition to an overall ink TAC. This process reduces the thickness of these ink combinations optimizing drying and adhesion as well as reducing ink usage. An additional GCR (gray component removal) was applied to areas of gray process combinations to further reduce ink usage. When applied at the color management level, this option replaces CMY value percentages with K targeting the same L*a*b* value. Inkjet black ink is often significantly cheaper than CMY, creating lower overall ink costs.
These custom color profiles were created targeting color space, and rendering intents, common with ISO European standards. PDF files printed on coated and uncoated liner stock targeted Fogra39_260. Although Fogra52 and 29 are target color spaces for uncoated liner, both limited the inkjet uncoated color gamut in yellow, green, and blue.
For coated media, the pigment loads in the RotaJet inks increased the reproducible colors well over Fogra39. Uncoated was also higher than Fogra 29 but closer to Fogra 52. Below are some of the results of the tests.
|
Color Gamut |
Reproducible Colors |
|
Test on 300gsm Coated-Inkjet |
504,237 |
|
Fogra39 Coated |
402,688 |
|
Test on 75gsm Uncoated- Inkjet |
180,056 |
|
Fogra52 Uncoated |
181, 403 |
|
Fogra29 Uncoated |
163,565 |
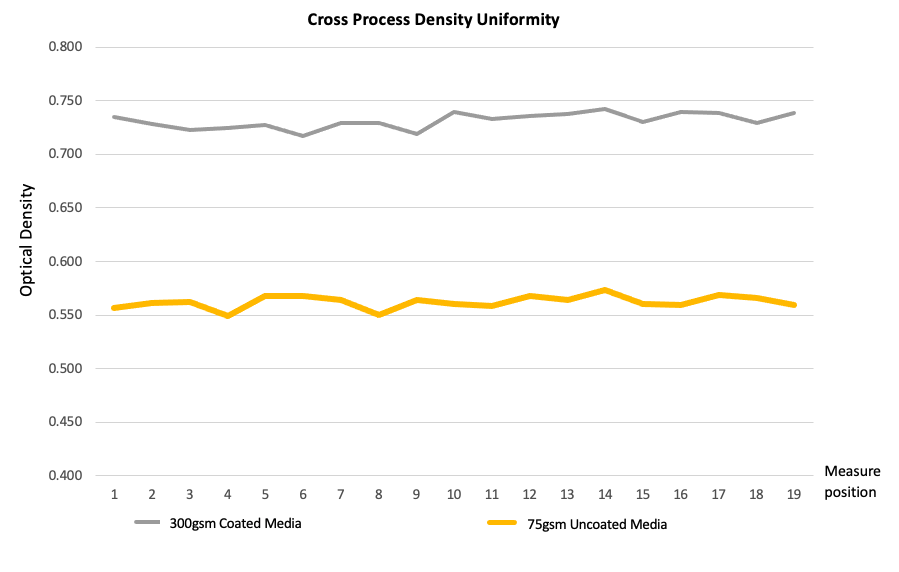
Testing Cross Process Density- Uniformity
As noted earlier, large solids and visual smoothness are required for packaging, especially on expensive coated media. Large deviations in density values anywhere across a printed solid color creates a visual disturbance and shade differences. When measuring optical density (OD) a deviation of as little as .04 in one process color results in 1dE in visual shade deviation. This can be compounded when all 4 colors are combined, creating an even wider visual hue difference across the print web. When drop volumes differ between heads, banding or vertical striping can result. Striping is the visual disturbance showing as vertical lines, vertical voids, or vertical blocks of uneven density cross process.
The following chart shows the results of measures from 19 places across the web on two different paper stocks. The flatness of the plotted line indicates the uniformity of the optical density measures across the web width. The table below shows the largest density deviation for the entire web width calculated by subtracting the lowest value from the highest value along the web.
Shown in the test results below, the Rotojet L delivered uniform print results of far less than the tolerance of .04 (1 delta) for four color cross process density total deviation on both coated and uncoated media.
|
Maximum Optical Density Deviation |
|||
|
Flexo Attribute |
Spec Boundary for color process |
300gsm Coated Media |
75gsm Uncoated Media |
|
40% CMYK Process Print |
< .04 |
.023 |
.024 |
Shows largest deviation cross process of printed web
Tests showed that prints on coated media produced an extended gamut with over 101,549 more accurate, in gamut, CMYK color combinations than Fogra39 color space. Further, the prints had no visual mottle or coalescence. The RotaJet L output used for these tests showed little to no visual deviation or disturbance in cross process uniformity.
This independent review of the RotaJet L on 2 types of packaging liners focusing on reproductible colors and cross process uniformity, media and machine and fluid settings provided the quality and color needs for web printed liner for package print.
Welcome to the Packaging Party Inkjet!
The RotaJET L exceeded the FOGRA color space and ISO uniformity tests the customer set out as guidelines for market suitability. To provide additional comfort to skittish brand managers, flexo stations are available as well. I didn’t arrive to the test site with any pre-conceived notions on the capabilities. But I left a believer in Inkjet-Verpackung.
Looking for inkjet solutions for packaging can be a time-consuming and daunting process. When evaluating inkjet technology, remember to follow a measured print quality analysis before any visually subjective decision. Visual aspects can change, but the quantifiable numbers create a baseline for installation and production targets as well as training, marketing and sales data. Setting the stage to party on with inkjet packaging.