For our second application focused discussion on inkjet inks, we are going to be looking at the textile segment. In the last few years, we have seen more and more machines in the market offering high productivity, including quite a few single-pass ones. This has increased the attention to this market but the application is by no means new to inkjet. In this article we explore the trend for pigmented textile inks and why it has got the attention of so many suppliers.
A Brief History of Time - Textiles
There are some folks who have been making the most out of inkjet with water-based acid and reactive dye inks for decorating natural textiles for more than 20 years. Premium clothing materials like silk are printed with acid dyes for the best result, but the requirement for steaming and post-washing of dye residues, along with the global push/pull for sustainability has created a demand for an alternative. A staggering 20% of industrial water pollution globally is attributable to the dyeing and treatment of textiles according to work referenced in the 2017 report from the Ellen Macarthur Foundation. The same report quotes research suggesting that half a million tonnes of plastic microfibres are be released into the ocean every year as a result of the washing of textiles during production.
Dye sublimation is also a well-proven chemistry approach for textiles when they contain polyester, driven initially by the graphics soft signage market, and especially exhibitions, many OEMs brought out printers that would either print direct-to-fabric and heated or to transfer paper that is then transferred in a press. These inks avoid all the washing requirements of dyes but are limited in applicability. This has not stopped them being the fastest-growing segment for inkjet into textiles.
What is Pigment Ink?
Actually, we spoke about this before in one of our first blogs on ink chemistry. In this market, pigment refers to a type of ink that not only contains the organic colorants similar to those in other industrial markets, but critically they also contain a resin “binder” to hold the colour to the fibre.
In this way it is a bit like the inks for coated papers and packaging but with one very particular difference: these inks need to withstand washing, and not just once or twice, but lots of times. If that is not hard enough then there’s more: the way the printed goods are handled matters as clothing is very demanding – they have to feel right. Especially the higher-end natural fibres. This is a pretty tough requirement that has been keeping chemists busy all over the world even before inkjet started to adopt it. You only have to take a few t-shirts out the drawer to see evidence of that (see image of one of my favourites – albeit screen printed).

Now there are plenty of inks out there all claiming to be the best. One of the first, and so very well known, was the Tapestry range from Dupont, which used a special cross-linking resin. This means that the fabric must be heated after printing to give the required properties to the printed film. This is quite a common requirement for many of the ink options out there, because ink that forms strong films at room temperature are quite risky for print heads.
Why Use Pigment?
One of the most commonly quote reasons is the sustainability agenda mentioned already. The process of printing with pigment inks can be “single-step”, although in printers claiming such there is often a pre-treatment that is jetted. The colour comes from the pigment particles themselves and there are some pretty high-performance materials out there, like those for automotive applications. Primarily though, it is the opportunity for volume that motivates suppliers to develop pigment since it is the dominant ink technology in analog printing for home/furnishing for example. This has also led to the development of single-pass inkjet printers to compete with the productivity of rotary screen.
The great thing about pigment for clothing is that it forms a cohesive film so can be used both direct-to-garment (DTG) and using a process known a direct-to-film (DTF), whereby a sacrificial film is printed and then the image is stuck with a hot-melt glue. This gives a process flexibility to print equipment to meet different requirements. Pigment inks can bind to a higher number of mixed-fibre materials too, unlike other textile chemistries which are more specific to specific natural types (e.g. dye for wool) or man-made fibers (e.g. dye-sub for polyester).
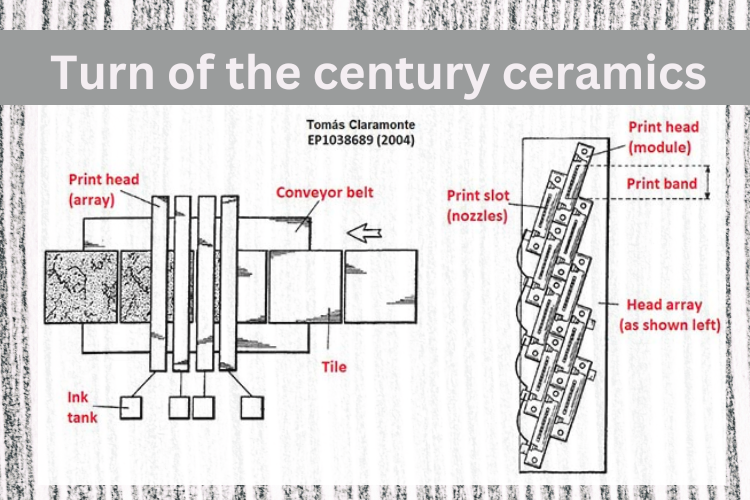
Like some other application areas (e.g. labels) there are also hybrid printers that use both inkjet and analog methods, like screen printing, often for similar reasons like printing a good opacity base white by having a higher pigment content. That said, we also are seeing more fully inkjet approaches to textiles, just like has been occurring for other industrial markets, like ceramic tiles.