Have you ever completed a custom profile of your paper to only find out that when printed, one side looks darker than the other? You may notice that the ink densities are different, but may also see a visual color and perhaps a mottle, line and text clarity difference. If, you rule out any tower print differences and ensure that each inkjet engine is printing consistently, you might find it is not just a visual print difference but, a difference in the absorption rate from one side of the paper to the other.
This “two-sided” effect can happen on uncoated, treated or inkjet coated material. But the reasons for it happening on the different paper are distinct.
Some paper manufacturers have paper machines which form uncoated and treated material using a different pattern for the top and bottom side of the sheet. These machines create paper using a felt pattern for the bottom and wire to form the top. Paper is made using a thin, wood “batter” called furnish. Furnish consists of small wood fibers, fines, fillers, and sizing. This batter flows through the top forming wire releasing small fibers, fillers and sizing to the felt side, which makes the felt side of the paper feel softer, and showing less grain than the toothier wire side. See examples below.
[caption id="attachment_824" align="aligncenter" width="326"]
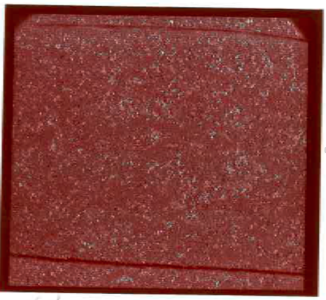
Uncoated paper - felt side[/caption]
[caption id="attachment_825" align="aligncenter" width="326"]
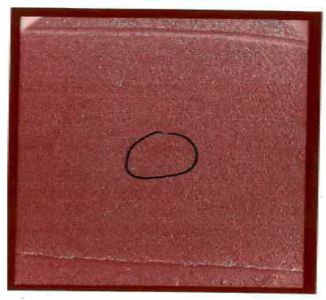
Uncoated paper - wire side[/caption]
The felt side (shown above), having more fines and fillers and sizing allows the ink to flow more easily which can cause feathering, mottle and color and density shifts that differ from the wire side. If the ink absorbs significantly more on one side of the paper than the other, the ink will take on more paper shade causing density and color shifts. This can cause a drastic difference when having to color manage both sides of the paper.
The felt side of the paper is usually on the outside of the roll when delivered to your warehouse. This should be noted on the TAPPI roll ID adhered to the outside protective wrap on the paper roll. If it is not marked, check with your paper representative for their roll formation.
For uncoated or treated paper, the wire side provides the better side of the paper to print aqueous jobs containing solid color and demanding images as well as small text. If you are running a duplex job, you need to test papers to eliminate those with a strong two-sided effect. If you want to achieve the same results on both sides of the paper – you need to test both sides of the paper.
Some paper mills use machines which utilize “twin wire” formation paper machines in which the top and the bottom of the web is created using the same pattern and in essence the ink should behave the same on both sides and may not be noted on the TAPPI label. For inkjet coated paper, the two-sided effect can be caused by uneven application of the coating. Coating a paper which has been formed using 2 different patterns (felt and wire) will need different coat weights to fill in all the hills and valleys of the paper smoothly. If the paper has been coated from a twin wire formed paper machine and two-sidedness is evident, the coat weight is uneven in application.
If you haven’t had the discussion with your paper mill or taken a tour of the mill, you should. Gaining a better understanding on how the paper you are using on your inkjet device is formed will allow you to understand the interaction in which your ink and paper are having.
About Mary Schilling
Mary Schilling writes about technical inkjet industry articles, provides RIP and workflow training, manages print quality analysis evaluation, ink management and color management for OEM’s and end users for pre and post machine installs. Mary Schilling consults with paper mills, fluid and inkjet machinery suppliers on how to improve color and print quality for high speed and industrial inkjet involving paper, plastics, metal, fabric and glass with UV and aqueous inkjet fluids. This experience led her to receive Innovator of the Year awards from the Flexographic Technical Association and from Xplor International for her efforts in closing the gap between inkjet printing for document, and digital corrugated packaging. She is the owner of Schilling Inkjet Consulting, Published Author and Certified ColorGate Color Trainer and Distributor.